



Lograr una curvatura perfecta de 90 gradosfabricación de chapa de precisiónes una habilidad fundamental en la fabricación de metales, esencial para crear componentes duraderos y funcionales. Ya sea que estés trabajando enfabricante de fabricación de chapa de precisiónPara aplicaciones aeroespaciales, automotrices o industriales, dominar el proceso de doblado garantiza la integridad y precisión estructural. Sin embargo, las técnicas inadecuadas pueden provocar grietas, deformaciones o ángulos inexactos, comprometiendo el producto final.
En esta guía, cubriremos los métodos, herramientas y técnicas esenciales para lograr curvaturas limpias y precisas y al mismo tiempo minimizar la tensión del material. Ya sea que esté utilizando una prensa de freno, una matriz en V o técnicas de doblado manual, comprender el enfoque correcto lo ayudará a optimizar su proceso de fabricación. ¡Vamos a sumergirnos!
publicación relacionada:2025 Las 20 principales empresas de fabricación de chapa de precisión
Contenido
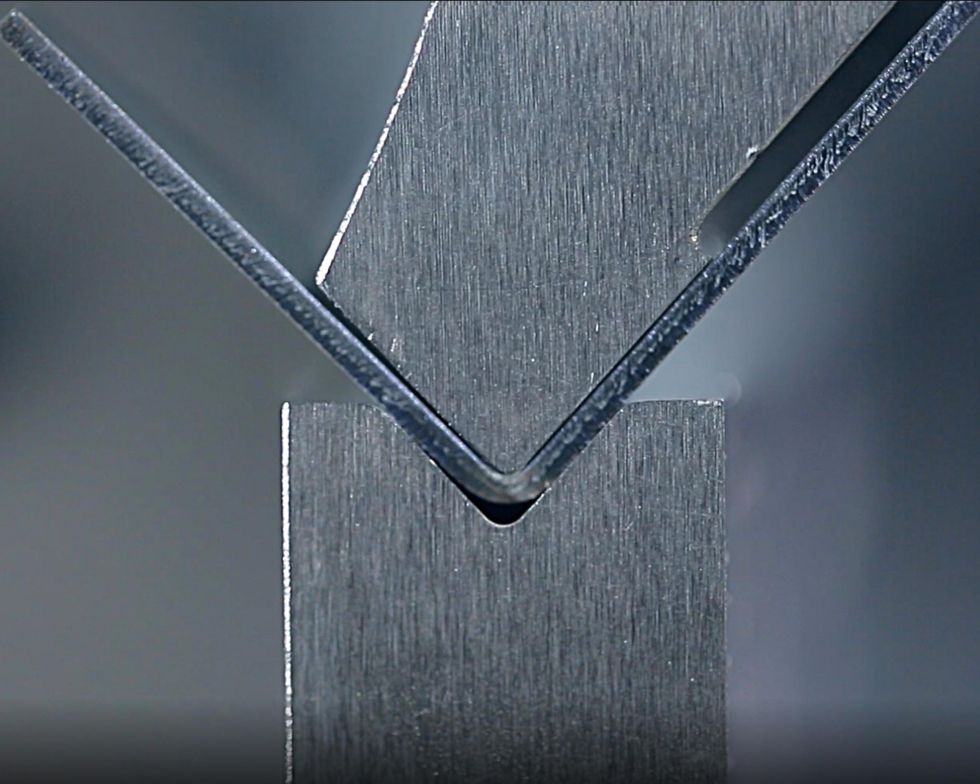
Doblar un ángulo de 90 grados es un proceso fundamental de fabricación de chapa, junto concorte por lásery técnicas de unión. El proceso de doblado implica sujetar la chapa en su lugar y aplicar fuerza estratégicamente en áreas específicas. Esta fuerza debe exceder el límite elástico del material para lograr una deformación permanente.
¿El resultado? Una curva precisa en forma de V, U o canal, que crea una nueva geometría de pieza sin cambiar el volumen general de la pieza de trabajo.
Para el doblado manual, es más adecuado para láminas de acero inoxidable de calibre 20 a 22 (aproximadamente 0,8 a 0,9 mm de espesor). Si no tiene acceso a una plegadora hidráulica o una máquina dobladora CNC, este método es ideal para proyectos pequeños o aplicaciones de bricolaje.
Sin embargo, si necesita una mayor precisión, una velocidad de producción más rápida o un procesamiento de chapa más gruesa, utilizar máquinas dobladoras profesionales sería una mejor opción.
En esta guía, lo guiaremos a través de un proceso de doblado paso a paso, completo con una lista de herramientas y consejos de expertos, asegurando que incluso los principiantes puedan seguirlo.
Si está trabajando en un proyecto y necesita procesamiento de lotes pequeños o soluciones de plegado personalizadas, no dude en comunicarse con nosotros; estaremos encantados de ayudarle, incluso si aún no hemos comenzado a trabajar juntos.
Desde la fundación de nuestra empresa, nuestra misión no era solo obtener ganancias sino también crear valor y oportunidades para más negocios.
Si busca soluciones de doblado de chapa de alta calidad,¡conectémonos!
Mida la ubicación exacta donde se realizará la curvatura usando una regla de acero o una cinta métrica.
Marque la línea de doblez en la superficie del metal usando un marcador o un trazador. Asegúrese de que la línea sea clara y precisa.
Opcional: agregue líneas guía: dibuje dos líneas paralelas de 1 a 2 mm a cada lado de la línea de doblez para ayudar con la alineación.
💡 Consejos:
✅ Un trazador proporciona un marcado más preciso que un marcador, especialmente en superficies lisas de acero inoxidable.
✅ Para láminas de metal más gruesas (≥1,5 mm), marque ligeramente la línea de curvatura con una hoja de sierra o un cuchillo de trazar. Esto ayuda a reducir la deformación.
✅ Utiliza un marcador no permanente para evitar dejar manchas en el producto final.
Coloque la chapa en un tornillo de banco de trabajo o en una abrazadera para doblar. Asegúrese de que la línea de curvatura se alinee con el borde de la abrazadera.
Deje suficiente material expuesto fuera de la abrazadera para doblarla mientras la mantiene estable.
💡 Consejos:
✅ Coloque un acolchado de goma o un paño en el tornillo de banco para evitar resbalones o daños a la superficie metálica.
✅Asegúrate de que la lámina esté firmemente sujeta para evitar movimientos, lo que podría provocar un doblez impreciso.
Método 1: Doblado manual
Sujete la parte metálica expuesta con ambas manos y aplique una fuerza constante y uniforme hacia arriba.
Doble lentamente la hoja para evitar una deformación desigual.
Método 2: usar un mazo de madera o un martillo de goma
Cuando el ángulo de curvatura alcance entre 30 y 45 grados, utilice un mazo de madera o un martillo de goma para golpear a lo largo de la línea de curvatura.
Trabaje desde ambos extremos hacia el centro para mantener una flexión uniforme.
💡 Consejos:
✅ Doble gradualmente: aplicar demasiada fuerza a la vez puede causar grietas o formas desiguales.
✅ Para láminas más gruesas, utilice un tubo de acero como palanca para facilitar el doblado.
✅ Si usa un martillo de goma, golpee uniformemente a lo largo de la línea de curvatura para mantener la consistencia.
Utilice una escuadra en L para comprobar si el ángulo ha alcanzado los 90 grados.
Si el ángulo es inferior a 90 grados, aplique más fuerza o golpee con un mazo para aumentar la curvatura.
Si el ángulo es superior a 90 grados, golpee suavemente el borde exterior con un martillo de goma para reducir la curvatura.
💡 Consejos:
✅ Si trabaja en varias piezas, pruebe siempre una primero para perfeccionar el método antes del procesamiento por lotes.
Alise los bordes con papel de lija o una lima de metal para eliminar las rebabas afiladas.
Refuerce el doblez sujetándolo durante unas horas, permitiendo que el metal se adapte a su nueva forma.
Mejore el acabado de la superficie puliendo o aplicando recubrimientos protectores.
💡 Consejos:
✅ Para láminas de aluminio, calentar el área doblada a 100-150°C (usando una pistola de calor o un horno) reduce el riesgo de agrietamiento.
✅ Para metales más gruesos, considere el corte previo de ranura en V (cortar una ranura en V poco profunda a lo largo de la línea de curvatura) para que la curvatura sea más fácil y precisa.
El doblado manual es un método práctico para proyectos pequeños, tareas de bricolaje y aplicaciones de chapa fina. Sin embargo, para mayor precisión, producción en masa o doblar metal grueso, se recomiendan prensas plegadoras profesionales o máquinas CNC.
¿Necesita soluciones de plegado personalizadas o procesamiento de lotes pequeños? Contáctenos: estaremos encantados de ayudarle, incluso si aún no hemos comenzado a trabajar juntos.

Proyectos ligeros de bricolaje: ideal para crear fondos de pared, estantes o artículos decorativos; Adecuado para particulares o pequeños talleres que trabajan en artesanía, reparación o modificación del metal.
Producción personalizada en lotes pequeños: se utiliza para procesar piezas metálicas especiales, como gabinetes y soportes personalizados, particularmente para láminas delgadas (calibre 20 o más delgadas).
Creación de prototipos: los diseñadores e ingenieros pueden crear rápidamente muestras durante el desarrollo de productos sin invertir en equipos costosos.
Reparaciones y ajustes: útil para reparaciones y modificaciones in situ de componentes metálicos dañados.
✅ Rentable y fácil de usar: requiere una inversión mínima en herramientas, lo que elimina la necesidad de costosas máquinas dobladoras o moldes.
✅ Configuración sencilla: fácil de usar para principiantes y accesible para aficionados.
✅ Operación flexible: funciona con diversos materiales, incluidos aluminio, acero inoxidable y acero laminado en frío, sin requerir programación compleja ni equipos CNC.
✅ Ideal para producción personalizada o en lotes pequeños: perfecto para personalización única o a pequeña escala sin restricciones de molde.
✅ Útil para áreas de difícil acceso: permite doblarse en lugares donde la maquinaria no cabe, especialmente para estructuras grandes o complejas.
❌ No apto para láminas de metal gruesas: no se recomienda para láminas de más de calibre 18 debido a su alta resistencia a la flexión.
❌ Requiere esfuerzo físico y precisión: puede carecer de la precisión necesaria para aplicaciones profesionales y puede resultar complicado mantener curvaturas uniformes.
❌ Precisión limitada: el control del ángulo es menos preciso en comparación con las máquinas dobladoras CNC, lo que genera posibles variaciones.
❌ Requiere mucho tiempo y mano de obra: los metales más gruesos o más duros requieren un esfuerzo significativo y un tiempo de operación prolongado.
❌ Riesgo de daños materiales: las técnicas de doblado inadecuadas pueden provocar rayones, deformaciones o incluso grietas en la superficie.
No. 8803 Zhuhai Road, LianWan Industry Park, distrito de Jinwan, 519090 Zhuhai, Guangdong, China