Auteur |Shengwo Industry Insights-team
Bijgewerkt | Augustus 2025
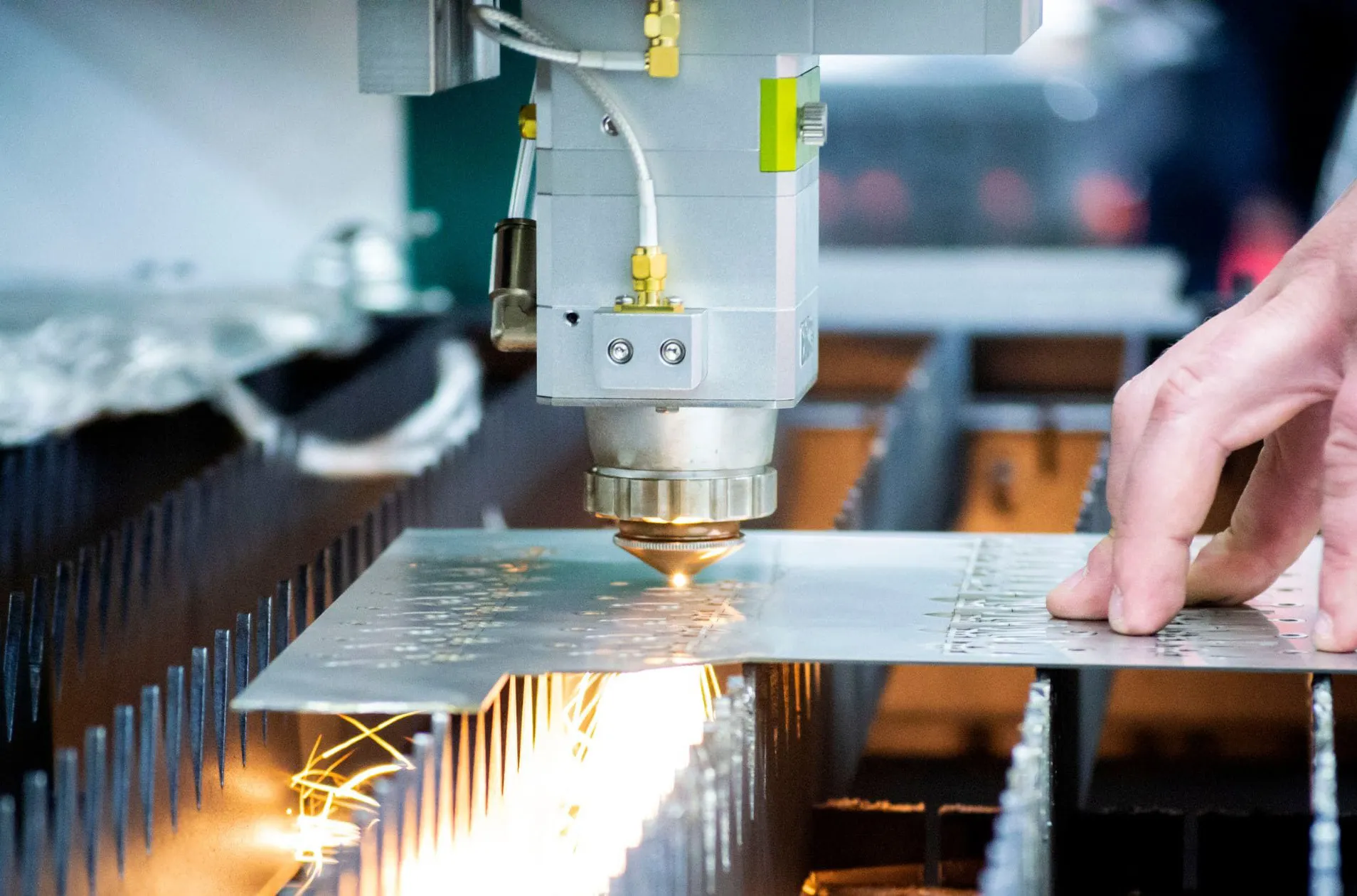
Lasersnijdiensten voor dun metaal zijn een veelgebruikt thermisch snijproces in de industrieplaatwerk fabricage. We hebben geïnvesteerd in geavanceerde lasersnijtechnologie om metaal snel en nauwkeurig te smelten en te verbranden. Gebruikmakend van de nieuwste software en engineeringtechnieken, heeft Shengwo, als eenfabrikant van precisieplaatwerk, kan uw bestellingen aanpassen en leveren volgens uw exacte specificaties.
Onslasersnijdienstenworden vertrouwd door 50,3% van de Fortune Global 500, wat ons vermogen aantoont om vrijwel alles van metaal met precisie en betrouwbaarheid te vervaardigen!
In dit bericht leer je:
- Kernvoordelen van lasersnijdiensten voor dun metaal
- Kwaliteitscontrole bij lasersnijdiensten voor dun metaal
- Waarom kiezen voor Shengwo
Kernvoordelen van lasersnijden van dun metaal
1. Precisie op micronniveau met tolerantie van ±5 µm
Bij het lasersnijden van dun metaal wordt gebruik gemaakt van zeer nauwkeurige vezel- of femtoseconde-lasertechnologie, waardoor een nauwkeurigheid tot ±5 µm wordt bereikt. Dit nauwkeurigheidsniveau is van cruciaal belang voor industrieën zoals medische apparatuur, elektronische componenten en de lucht- en ruimtevaart, waarbij ervoor wordt gezorgd dat elk onderdeel aan de exacte ontwerpspecificaties voldoet.
2. Contactloze verwerking
Traditionele mechanische snijmethoden oefenen fysieke druk uit op materialen, waardoor mogelijk kleine vervormingen of schade ontstaan. Lasersnijden is daarentegen een contactloze verwerkingstechniek waarbij gebruik wordt gemaakt van een hoogenergetische laserstraal om het materiaal direct te smelten of te verdampen, zonder fysiek contact. Dit vermindert de mechanische spanning aanzienlijk, waardoor de oorspronkelijke vorm en sterkte van het eindproduct behouden blijft.
3. Minimale hittebeïnvloede zone (HAZ)
De hoge energie van lasersnijden is geconcentreerd in een extreem klein brandpuntsgebied, waardoor de door hitte beïnvloede zone (HAZ) wordt geminimaliseerd. Dit zorgt ervoor dat het omringende materiaal vrij blijft van vervorming, uitgloeien of verkleuring veroorzaakt door hoge temperaturen, waardoor de fysische en chemische eigenschappen van het metaal behouden blijven, vooral cruciaal voor de productie van precisieonderdelen.
4. Mogelijkheid voor complexe geometrieën
Lasersnijden biedt uitzonderlijke flexibiliteit bij het creëren van ingewikkelde ontwerpen die traditionele mechanische methoden moeilijk kunnen verwezenlijken. Het kan microgaatjes kleiner dan 0,1 mm, fijne mazen met hoge dichtheid en ingewikkelde graveerdetails nauwkeurig verwerken, waardoor het een ideale oplossing is voor elektronica, decoratieve artikelen en hoogwaardige industriële componenten.
5. Compatibiliteit met verschillende metalen materialen
Lasersnijden van dun metaal is zeer aanpasbaar aan een breed scala aan metalen materialen, waaronder:
- Roestvrij staal – Uitstekende corrosieweerstand, ideaal voor de medische en voedingsindustrie.
- Aluminium – Lichtgewicht eigenschappen, waardoor het geschikt is voor lucht- en ruimtevaarttoepassingen.
- Titanium – Hoge sterkte en biocompatibiliteit, veel gebruikt in medische implantaten.
- Koper en messing – Superieure elektrische geleidbaarheid, essentieel voor de productie van elektronica.
Gerelateerde artikelen:
Nieuwste lasergesneden hypotube-oplossingen in 2025
Richtlijn voor het vervaardigen van precisieplaatwerk

Kwaliteitscontrole bij lasersnijdiensten voor dun metaal
Dunlasersnijden van metaalwordt veel gebruikt in sectoren met hoge precisie, zoals medische apparatuur en de lucht- en ruimtevaart, waar strikte kwaliteitscontrole essentieel is. De nauwkeurigheid, prestaties en levensduur van het eindproduct zijn afhankelijk van nauwkeurig snijden. In sectoren als de gezondheidszorg kan zelfs de kleinste maatafwijking ernstige risico’s voor het menselijk leven met zich meebrengen. Om snijwerk van topkwaliteit te garanderen, moet aan strenge inspectie-eisen worden voldaan en moet het proces voldoen aan de relevante industrienormen.
Hieronder staanvan ShengwoBelangrijke kwaliteitscontrolemaatregelen, inspectiemethoden en industriestandaarden voor lasersnijdiensten voor dun metaal:
1. Precisiecontrole en dimensionale inspectie
Vereisten
- Zorg ervoor dat maattoleranties binnen ±0,05 mm (of tot ±5 µm voor industrieën zoals micro-elektronica en ruimtevaart) worden gecontroleerd.
- Kritieke kenmerken zoals gatdiameters en randafstanden moeten voldoen aan CAD-ontwerpspecificaties.
- Contournauwkeurigheid en geometrische toleranties moeten voldoen aan specifieke productgebruikseisen.
Inspectiemethoden
- Laserafstandsmeter / coördinatenmeetmachine(CMM) – Zeer nauwkeurige meting van afmetingen, gatposities en rechtheid van de randen.
- Projector of beeldmeetinstrument (IM) – Ideaal voor inspectie van microstructuurafmetingen, waardoor tolerantieprecisie op micronniveau wordt gegarandeerd.
- Schuifmaten en micrometers – Gebruikt voor standaard maatmetingen om naleving van de basistolerantievereisten te verifiëren.
Relevante normen

2. Inspectie van de kwaliteit en ruwheid van het snijoppervlak
Vereisten
- Het snijoppervlak moet glad zijn, vrij van bramen, schuim of zichtbare rimpelingen.
- De oppervlakteruwheid (Ra-waarde) moet doorgaans tussen 1,6 en 6,3 µm liggen, waarbij hoge precisie-eisen onder de 0,8 µm liggen.
- De door hitte beïnvloede zone (HAZ) moet tot een minimum worden beperkt om de oorspronkelijke eigenschappen van het materiaal te behouden.
Inspectiemethoden
- Ruwheidstester (Ra-meting) – Evalueert de oppervlakteafwerking om er zeker van te zijn dat de snijkanten voldoen aan de kwaliteitseisen.
- Microscopisch onderzoek (SEM/OM) – Vergrote analyse om microscheurtjes, bramen of schuimresten op de snijrand te detecteren.
- Tactiele en visuele inspectie – Combineert aanraking en visuele evaluatie om de randkwaliteit te bevestigen en ervoor te zorgen dat er geen zichtbare defecten zijn.
Relevante normen
- ISO 4287 (normen voor oppervlakteruwheid)
- GB/T 1031 (Chinese standaard voor oppervlakteruwheid)
3. Kwaliteitsinspectie van snijsecties
Vereisten
- De fout in de snijloodrechtheid moet binnen ±0,1° worden gecontroleerd om een rechte, uniforme snijrand te garanderen.
- Geen overmatig smelten, schuimhechting of merkbare tapsheid om een zuivere rand te garanderen.
- Het uitgesneden gedeelte moet vrij zijn van poriën, scheuren of overmatige verbranding van materiaal.
Inspectiemethoden
- Metallografische microscoopanalyse – Observeert de microstructuur van het uitgesneden gedeelte en beoordeelt de door hitte beïnvloede zone (HAZ).
- Scanning Electron Microscope (SEM) – Onderzoek met hoge vergroting om scheuren, onzuiverheden of structurele defecten op te sporen.
- Laserconfocale microscoop – Meet de vlakheid en loodrechtheid van het uitgesneden gedeelte in 3D.
Relevante normen
- ISO 9013 (kwaliteitsbeoordeling lasersnijden)
- GB/T 16865 (Chinese kwaliteitsnorm voor metaalsnijden)

4. Inspectie van hittebeïnvloede zones (HAZ) en materiaalprestaties
Vereisten
- De HAZ moet kleiner zijn dan 0,5 mm om ervoor te zorgen dat de mechanische eigenschappen van het materiaal niet worden aangetast door laserhitte.
- De hardheid, sterkte en ductiliteit van het materiaal moeten binnen de toegestane grenzen blijven.
- Voorkom ongewenste effecten zoals korrelgroei of hardheidsvariatie veroorzaakt door hoge temperaturen.
Inspectiemethoden
- Microstructuuranalyse – Onderzoekt het HAZ-gebied om te verifiëren dat het warmtebehandelingseffect aan de normen voldoet.
- Hardheidstesten (HV / HR) – Evalueert veranderingen in de materiaalhardheid na het lasersnijden.
- Röntgenfluorescentiespectroscopie (XRF) – Analyseert de materiaalsamenstelling om legeringsveranderingen als gevolg van blootstelling aan hitte te voorkomen.
Relevante normen
- ASTM E3 (standaard voor metallografische analyse)
- ISO 6507 (Vickers-hardheidsteststandaard)
5. Inspectie van vervorming en restspanning
Vereisten
- De gesneden metalen delen mogen geen significante kromtrekking of vervorming vertonen, met een maximale afwijking van ±0,1 mm.
- Restspanning moet tot een minimum worden beperkt om scheuren of vervormingen tijdens daaropvolgende verwerking of gebruik te voorkomen.
Inspectiemethoden
- Coördinatenmeetmachine (CMM) – Meet de totale afmetingen en vlakheid van het uitgesneden onderdeel om vervorming te voorkomen.
- X-ray Residual Stress Analysis (XRD) – Bepaalt interne spanningen in het metaal om problemen met spanningsconcentratie te voorkomen.
- Eindige Elementen Analyse (FEA) – Maakt gebruik van simulatiemodellering om vervorming te voorspellen en snijparameters te optimaliseren.
Relevante normen
- ISO 20473 (standaard voor optische spanningsanalyse)
- GB/T 50282 (norm voor reststresstests)
6. Materiaalcompatibiliteit en optimalisatie van laserparameters
Vereisten
- Optimaliseer lasersnijparameters (vermogen, snelheid, gastype) op basis van verschillende metalen materialen zoals roestvrij staal, aluminium, koper en titanium.
- Zorg ervoor dat de snijkwaliteit voldoet aan de vereisten voor materiaaleigenschappen, zonder scheuren, overmatig smelten of thermische schade.
Inspectiemethoden
- Optische emissiespectroscopie (OES) / XRF – Bevestigt de materiaalsamenstelling om compatibiliteit met het lasersnijproces te garanderen.
- Laser Parameter Optimization Experiments (DOE) – Gebruikt experimentele gegevens om snijprocessen te verfijnen en de kwaliteitsstabiliteit te verbeteren.
Relevante normen
- ISO 15609 (normen voor laserverwerkingsprocedures)
- GB/T 19864 (norm voor lasersnijprocescontrole)
Door zich aan deze strikte kwaliteitscontrolemaatregelen te houden, zorgt Shengwo ervoor dat lasersnijdiensten voor dun metaal uitzonderlijke precisie, minimale thermische impact en superieure materiaalintegriteit bieden – en voldoen aan de hoogste industrienormen voor lucht- en ruimtevaart-, medische en elektronische toepassingen.

Shengwo's lasersnijdiensten voor dun metaal
Snijdikte tot 1 inch
Onze fabriek is uitgerust met fiberlasermachines van 8 kW en 10 kW, die staal, roestvrij staal en aluminium tot een dikte van 2,5 cm kunnen snijden. Deze machines leveren uitzonderlijke snijkwaliteit met minimale bramen.
Bij dikke metalen hangt de snijkwaliteit grotendeels af van de warmteaccumulatie. Onze fiberlasersnijders gebruiken waterkoeling tijdens het snijden om de materiaalstabiliteit te behouden en brengen tijdens het doorboren een kleine hoeveelheid olie aan om spatten te verminderen, waardoor een schonere en nauwkeurigere snede wordt gegarandeerd.
Ongeëvenaarde aluminium snijkwaliteit
Het snijden van aluminium met fiberlasers is vaak een uitdaging, omdat materialen dikker dan 1/8 inch doorgaans consistente bramen langs de randen ontwikkelen. Met onze geavanceerde technieken en bekwame operators hebben we echter braamvorming op aluminium tot 2,5 cm dik vrijwel geëlimineerd. Zelfs voor aluminiumplaten van 1 inch produceert ons proces aanzienlijk minder bramen dan wat traditionele fiberlasers achterlaten op platen van 1/4 inch.
Superieure precisie bij lasersnijden van dun metaal
Onze fiberlasers bereiken precisieniveaus van ±0,005 inch, waardoor een uitzonderlijk hoge nauwkeurigheid wordt gegarandeerd voor zelfs de meest ingewikkelde ontwerpen. We minimaliseren of elimineren tapsheid volledig, zelfs bij dikkere materialen, zodat u keer op keer consistente, hoogwaardige onderdelen ontvangt.
Of je het nu nodig hebtop maat gemaakte lasergesneden metalen ornamentenof lasersnijdiensten voor dun metaal, Shengwo doet er alles aan om aan uw meest veeleisende eisen te voldoen.
Beyond Thin Metal Lasersnijdiensten
Naast dunlasersnijden van metaalbieden wij een uitgebreid assortiment op maat gemaakte metaalplaatverwerkingsdiensten. Onze faciliteiten zijn, samen met onze vertrouwde productiepartners, gespecialiseerd in metaalperforatie en -fabricage, waaronder:
✅ Matrijzenproductie
✅ CNC-ponsen & boren
✅ Lasersnijden en knippen
✅ Buigen & vormen
✅ Lassen & stempelen
✅ Frezen & polijsten
✅ Anodiseren & poedercoaten
✅ PVDF-coating
Wij bieden op maat gemaakte metaaloplossingen die voldoen aan uw aangepaste specificaties voor verschillende toepassingen.
📌Heeft u een ontwerp in gedachten? Stuur ons uw tekeningen of referentiefoto's en wij brengen uw ideeën voor metaalproductie tot leven!
e-mail:young@sw-mfg.com




