



Het bereiken van een perfecte bocht van 90 gradenprecisie plaatbewerkingis een fundamentele vaardigheid in de metaalproductie, essentieel voor het creëren van duurzame en functionele componenten. Of je nu bezig bentfabrikant van precisieplaatwerkVoor lucht- en ruimtevaart-, automobiel- of industriële toepassingen garandeert het beheersen van het buigproces structurele integriteit en nauwkeurigheid. Onjuiste technieken kunnen echter leiden tot scheuren, kromtrekken of onnauwkeurige hoeken, waardoor het eindproduct in gevaar komt.
In deze handleiding bespreken we de essentiële methoden, gereedschappen en technieken voor het verkrijgen van zuivere, nauwkeurige buigingen en tegelijkertijd het minimaliseren van materiaalspanning. Of u nu rempers-, V-matrijs- of handmatige buigtechnieken gebruikt, het begrijpen van de juiste aanpak zal u helpen uw fabricageproces te optimaliseren. Laten we erin duiken!
gerelateerd bericht:2025 Top 20 bedrijven voor de productie van precisieplaatwerk
Inhoud
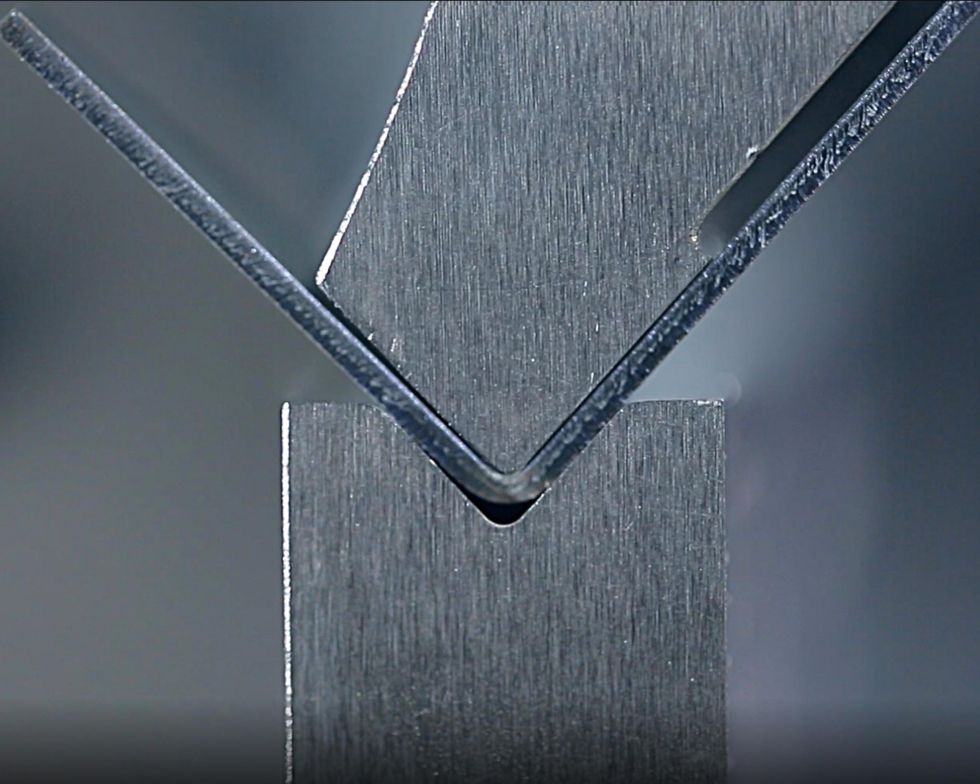
Het buigen van een hoek van 90 graden is daarnaast een fundamenteel proces voor het vervaardigen van plaatmetaallasersnijdenen verbindingstechnieken. Het buigproces omvat het op zijn plaats klemmen van het plaatmetaal en het strategisch uitoefenen van kracht op specifieke gebieden. Deze kracht moet de vloeigrens van het materiaal overschrijden om permanente vervorming te bereiken.
Het resultaat? Een precieze V-vormige, U-vormige of kanaalbocht, waardoor een nieuwe onderdeelgeometrie ontstaat zonder het totale volume van het werkstuk te veranderen.
Voor handmatig buigen is dit het meest geschikt voor roestvrijstalen platen van 20 tot 22 gauge (ongeveer 0,8-0,9 mm dik). Als u niet over een hydraulische kantbank of CNC-buigmachine beschikt, is deze methode ideaal voor kleine projecten of doe-het-zelf-toepassingen.
Als u echter een hogere precisie, een hogere productiesnelheid of een dikkere plaatbewerking nodig heeft, is het gebruik van professionele buigmachines een betere optie.
In deze gids leiden we u stapsgewijs door een buigproces, compleet met een gereedschapslijst en tips van experts, zodat zelfs beginners mee kunnen doen.
Als u aan een project werkt en kleine batchverwerking of aangepaste buigoplossingen nodig heeft, neem dan gerust contact met ons op. We helpen u graag verder, zelfs als we nog niet zijn gaan samenwerken.
Bij de oprichting van ons bedrijf ging onze missie niet alleen over winst, maar ook over het creëren van waarde en kansen voor meer bedrijven.
Als u op zoek bent naar hoogwaardige plaatbuigoplossingen,laten we verbinding maken!
Meet de exacte locatie waar de bocht zal worden gemaakt met behulp van een stalen liniaal of meetlint.
Markeer de buiglijn op het metalen oppervlak met een stift of een krasje. Zorg ervoor dat de lijn duidelijk en nauwkeurig is.
Optioneel: Voeg hulplijnen toe – Teken twee parallelle lijnen van 1-2 mm aan elke kant van de buiglijn om te helpen bij het uitlijnen.
💡 Tips:
✅ Een pennetje zorgt voor een nauwkeurigere markering dan een marker, vooral op gladde roestvrijstalen oppervlakken.
✅ Bij dikkere metalen platen (≥1,5 mm) kunt u de buiglijn lichtjes inkerven met een zaagblad of een aftekenmes. Dit helpt vervorming te verminderen.
✅ Gebruik een niet-permanente marker om vlekken op het eindproduct te voorkomen.
Plaats het plaatwerk in een werkbankschroef of buigklem. Zorg ervoor dat de buiglijn op één lijn ligt met de rand van de klem.
Laat voldoende materiaal buiten de klem vrij om te buigen, terwijl het stabiel blijft.
💡 Tips:
✅ Plaats rubberen vulling of doek in de bankschroef om uitglijden of beschadiging van het metalen oppervlak te voorkomen.
✅ Zorg ervoor dat het laken stevig vastzit om beweging te voorkomen, wat tot een onnauwkeurige buiging zou kunnen leiden.
Methode 1: Handbuigen
Pak het blootliggende metalen deel met beide handen vast en oefen een stabiele, gelijkmatige kracht naar boven uit.
Buig de plaat langzaam om ongelijkmatige vervorming te voorkomen.
Methode 2: Gebruik een houten hamer of rubberen hamer
Wanneer de buighoek 30-45 graden bereikt, gebruik dan een houten hamer of rubberen hamer om langs de buiglijn te tikken.
Werk vanaf beide uiteinden naar het midden om een uniforme buiging te behouden.
💡 Tips:
✅ Buig geleidelijk: te veel kracht in één keer uitoefenen kan scheuren of ongelijkmatige vormen veroorzaken.
✅Gebruik bij dikkere platen een stalen buis als hefboom om het buigen makkelijker te maken.
✅ Als u een rubberen hamer gebruikt, tik dan gelijkmatig langs de buiglijn om de consistentie te behouden.
Gebruik een L-vierkant om te controleren of de hoek 90 graden heeft bereikt.
Als de hoek kleiner is dan 90 graden, oefen dan meer kracht uit of tik met een hamer om de buiging te vergroten.
Als de hoek groter is dan 90 graden, tik dan voorzichtig met een rubberen hamer op de buitenrand om de buiging te verkleinen.
💡 Tips:
✅ Als je aan meerdere stukken werkt, test er dan altijd eerst één om de methode te perfectioneren voordat je de batch verwerkt.
Maak de randen glad met schuurpapier of een metalen vijl om scherpe bramen te verwijderen.
Verstevig de bocht door deze enkele uren vast te klemmen, zodat het metaal zich kan aanpassen aan zijn nieuwe vorm.
Verbeter de oppervlakteafwerking door te polijsten of beschermende coatings aan te brengen.
💡 Tips:
✅ Bij aluminium platen vermindert het verwarmen van het buiggebied tot 100-150°C (met behulp van een warmtepistool of oven) het risico op barsten.
✅ Overweeg voor dikker metaal het voorsnijden van de V-groef (het snijden van een ondiepe V-groef langs de buiglijn) om het buigen gemakkelijker en preciezer te maken.
Handmatig buigen is een praktische methode voor kleine projecten, doe-het-zelf-klussen en toepassingen van dun plaatwerk. Voor hogere precisie, massaproductie of het buigen van dik metaal worden echter professionele kantbanken of CNC-machines aanbevolen.
Heeft u op maat gemaakte buigoplossingen of verwerking in kleine batches nodig? Neem contact met ons op. We helpen u graag verder, zelfs als we nog niet zijn gaan samenwerken!

Lichte doe-het-zelfprojecten – Ideaal voor het maken van muurachtergronden, planken of decoratieve voorwerpen; geschikt voor particulieren of kleine werkplaatsen die werken aan metaalbewerking, reparaties of aanpassingen.
Aangepaste productie in kleine batches – Wordt gebruikt voor het verwerken van speciale metalen onderdelen zoals op maat gemaakte behuizingen en beugels, met name voor dunne platen (20-gauge of dunner).
Prototyping – Ontwerpers en ingenieurs kunnen tijdens de productontwikkeling snel monsters maken zonder te investeren in dure apparatuur.
Reparaties en aanpassingen – Handig voor reparaties en aanpassingen ter plaatse van beschadigde metalen componenten.
✅ Kosteneffectief en eenvoudig te gebruiken – Vereist minimale investeringen in gereedschap, waardoor er geen dure buigmachines of mallen nodig zijn.
✅ Eenvoudige installatie – Beginnersvriendelijk en toegankelijk voor hobbyisten.
✅ Flexibele bediening – Werkt met verschillende materialen, waaronder aluminium, roestvrij staal en koudgewalst staal, zonder dat hiervoor complexe programmering of CNC-apparatuur nodig is.
✅ Ideaal voor productie in kleine batches of op maat – Perfect voor eenmalige of kleinschalige aanpassingen zonder vormbeperkingen.
✅ Handig voor moeilijk bereikbare plaatsen – Maakt buigen mogelijk op locaties waar machines mogelijk niet passen, vooral bij grote of complexe constructies.
❌ Niet geschikt voor dikke metalen platen – Niet aanbevolen voor platen dikker dan 18-gauge vanwege de hoge buigweerstand.
❌ Vereist fysieke inspanning en precisie – Kan de nauwkeurigheid missen die nodig is voor professionele toepassingen en kan een uitdaging zijn om uniforme bochten te behouden.
❌ Beperkte precisie – Hoekcontrole is minder nauwkeurig vergeleken met CNC-buigmachines, wat tot mogelijke variaties leidt.
❌ Tijdrovend en arbeidsintensief – Dikkere of hardere metalen vereisen aanzienlijke inspanning en langere gebruikstijd.
❌ Risico op materiële schade – Onjuiste buigtechnieken kunnen krassen op het oppervlak, vervorming of zelfs scheuren veroorzaken.
Nr. 8803 Zhuhai Road, LianWan Industry Park, Jinwan District, 519090 Zhuhai, Guangdong, China