Författare |Shengwo Industry Insights Team
Uppdaterad | augusti 2025
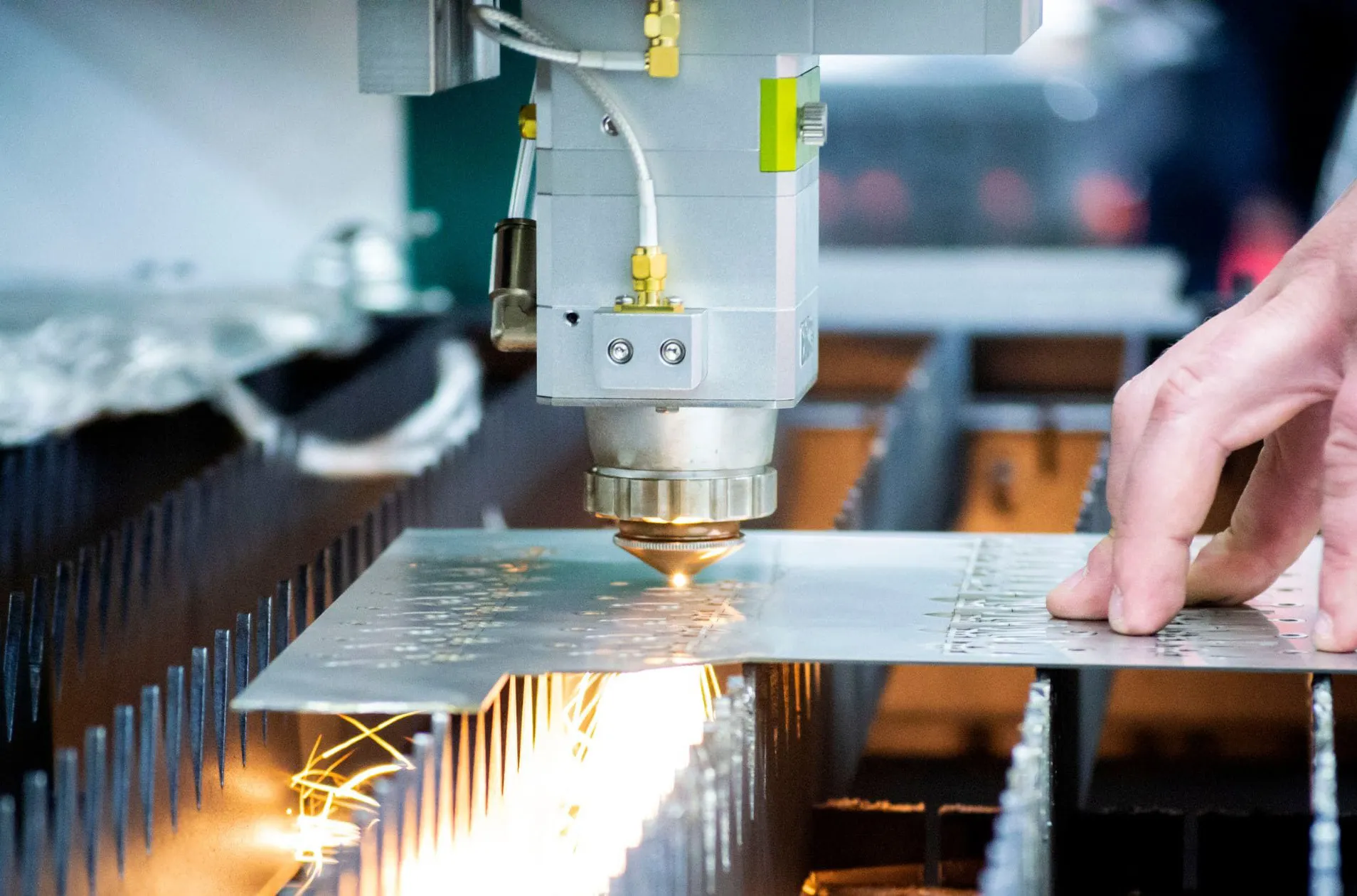
Laserskärningstjänster i tunn metall är en mycket använd termisk skärningsprocess inomplåttillverkning. Vi har investerat i avancerad laserskärningsteknik för att snabbt och exakt smälta och bränna metall. Genom att använda den senaste mjukvaran och ingenjörsteknikerna, Shengwo, som enprecisionsplåttillverkare, kan anpassa dina beställningar och leverera dem enligt dina exakta specifikationer.
Vårlaserskärningstjänsterbetros av 50,3 % av Fortune Global 500, vilket visar vår förmåga att tillverka praktiskt taget allt från metall med precision och tillförlitlighet!
I det här inlägget får du lära dig:
- Kärnfördelarna med laserskärningstjänster i tunn metall
- Kvalitetskontroll inom laserskärning av tunn metall
- Varför välja Shengwo
Kärnfördelar med laserskärning i tunn metall
1. Micron-Level Precision med ±5 µm tolerans
Tunn metalllaserskärning använder högprecisionsfiber- eller femtosekundlaserteknologi, vilket uppnår en noggrannhet på upp till ±5 µm. Denna precisionsnivå är avgörande för industrier som medicintekniska produkter, elektroniska komponenter och flygindustrin, vilket säkerställer att varje komponent uppfyller dess exakta designspecifikationer.
2. Behandling utan kontakt
Traditionella mekaniska skärmetoder utövar fysiskt tryck på material, vilket kan orsaka mindre deformationer eller skador. Däremot är laserskärning en beröringsfri bearbetningsteknik som använder en högenergilaserstråle för att direkt smälta eller förånga materialet utan fysisk kontakt. Detta minskar den mekaniska påfrestningen avsevärt och bevarar den ursprungliga formen och styrkan hos den färdiga produkten.
3. Minimal värmepåverkad zon (HAZ)
Den höga energin från laserskärning är koncentrerad till ett extremt litet fokusområde, vilket minimerar den värmepåverkade zonen (HAZ). Detta säkerställer att det omgivande materialet förblir fritt från deformation, glödgning eller missfärgning orsakad av höga temperaturer, vilket bevarar metallens fysikaliska och kemiska egenskaper - särskilt avgörande för tillverkning av precisionsdelar.
4. Förmåga för komplexa geometrier
Laserskärning erbjuder exceptionell flexibilitet när det gäller att skapa intrikata mönster som traditionella mekaniska metoder kämpar för att uppnå. Den kan exakt bearbeta mikrohål som är mindre än 0,1 mm, finmaskor med hög densitet och intrikata gravyrdetaljer, vilket gör den till en idealisk lösning för elektronik, dekorativa föremål och avancerade industriella komponenter.
5. Kompatibilitet med olika metallmaterial
Tunn metalllaserskärning är mycket anpassningsbar till ett brett utbud av metallmaterial, inklusive:
- Rostfritt stål – Utmärkt korrosionsbeständighet, perfekt för medicin- och livsmedelsindustrin.
- Aluminium – Lättviktsegenskaper, vilket gör den lämplig för flygtillämpningar.
- Titan – Hög styrka och biokompatibilitet, flitigt använt i medicinska implantat.
- Koppar och mässing – Överlägsen elektrisk ledningsförmåga, avgörande för elektroniktillverkning.
Relaterade artiklar:
Senaste laserskurna hypotubelösningar 2025
Riktlinjer för precisionsplåttillverkning

Kvalitetskontroll inom tunnmetalllaserskärningstjänster
Tunnmetall laserskärninganvänds ofta i högprecisionsindustrier som medicintekniska produkter och flyg, där strikt kvalitetskontroll är avgörande. Noggrannheten, prestandan och livslängden för slutprodukten beror på exakt skärning. Inom branscher som sjukvård kan även den minsta dimensionsavvikelse utgöra allvarliga risker för människoliv. För att säkerställa kapning av högsta kvalitet måste stränga inspektionskrav uppfyllas och processen måste följa relevanta industristandarder.
Nedan finnsShengwosviktiga kvalitetskontrollåtgärder, inspektionsmetoder och industristandarder för laserskärningstjänster i tunn metall:
1. Precisionskontroll och dimensionsinspektion
Krav
- Se till att dimensionstoleranser kontrolleras inom ±0,05 mm (eller upp till ±5 µm för industrier som mikroelektronik och flyg).
- Kritiska egenskaper som håldiametrar och kantavstånd måste följa CAD-designspecifikationerna.
- Konturnoggrannhet och geometriska toleranser måste uppfylla specifika produktanvändningskrav.
Inspektionsmetoder
- Laseravståndsmätare / Koordinatmätmaskin(CMM) – Högprecisionsmätning av dimensioner, hålpositioner och kanträthet.
- Projektor eller bildmätinstrument (IM) – Idealisk för inspektion av mikrostrukturdimensioner, vilket säkerställer toleransprecision på mikronnivå.
- Bromsok och mikrometrar – Används för standarddimensionella mätningar för att verifiera överensstämmelse med grundläggande toleranskrav.
Relevanta standarder

2. Inspektion av skärytans kvalitet och ojämnhet
Krav
- Skärytan måste vara slät, fri från grader, slagg eller synliga ringar.
- Ytjämnheten (Ra-värde) bör typiskt variera mellan 1,6–6,3 µm, med krav på hög precision som når under 0,8 µm.
- Den värmepåverkade zonen (HAZ) måste minimeras för att bevara materialets ursprungliga egenskaper.
Inspektionsmetoder
- Roughness Tester (Ra-mätning) – Utvärderar ytfinish för att säkerställa att skäreggar uppfyller kvalitetskraven.
- Mikroskopisk undersökning (SEM/OM) – Förstorad analys för att upptäcka mikrosprickor, grader eller slaggrester på skärkanten.
- Taktil och visuell inspektion – Kombinerar beröring och visuell utvärdering för att bekräfta kantkvalitet och säkerställa inga synliga defekter.
Relevanta standarder
- ISO 4287 (Surface Roughness Standards)
- GB/T 1031 (kinesisk standard för ytråhet)
3. Kvalitetsinspektion av skärsektion
Krav
- Skärvinkelfel bör kontrolleras inom ±0,1° för att säkerställa en rak, jämn skärkant.
- Ingen överdriven smältning, slaggvidhäftning eller märkbar avsmalning för att garantera en ren kant.
- Den avskurna sektionen måste vara fri från porer, sprickor eller överdriven brinnande material.
Inspektionsmetoder
- Metallografisk mikroskopanalys – Observerar skärsektionens mikrostruktur och bedömer den värmepåverkade zonen (HAZ).
- Scanning Electron Microscope (SEM) – Undersökning med hög förstoring för att upptäcka sprickor, föroreningar eller strukturella defekter.
- Laserkonfokalmikroskop – Mäter planheten och vinkelrätheten hos den skurna sektionen i 3D.
Relevanta standarder
- ISO 9013 (kvalitetsbedömning av laserskärningssektioner)
- GB/T 16865 (kinesisk metallskärningskvalitetsstandard)

4. Värmepåverkad zon (HAZ) och inspektion av materialprestanda
Krav
- HAZ måste vara mindre än 0,5 mm för att säkerställa att materialets mekaniska egenskaper inte äventyras av laservärme.
- Materialets hårdhet, styrka och duktilitet bör hållas inom tillåtna gränser.
- Förhindra oönskade effekter som korntillväxt eller hårdhetsvariationer orsakade av höga temperaturer.
Inspektionsmetoder
- Mikrostrukturanalys – Undersöker HAZ-området för att verifiera att värmebehandlingseffekten uppfyller standarderna.
- Hårdhetstestning (HV / HR) – Utvärderar materialhårdhetsförändringar efter laserskärning.
- Röntgenfluorescensspektroskopi (XRF) – Analyserar materialsammansättningen för att förhindra legeringsförändringar på grund av värmeexponering.
Relevanta standarder
- ASTM E3 (metallografisk analysstandard)
- ISO 6507 (Vickers Hardness Testing Standard)
5. Deformations- och restspänningsinspektion
Krav
- De skurna metalldelarna bör inte uppvisa betydande skevhet eller deformation, med en maximal avvikelse på ±0,1 mm.
- Kvarvarande spänning måste minimeras för att förhindra sprickor eller förvrängningar under efterföljande bearbetning eller användning.
Inspektionsmetoder
- Coordinate Measuring Machine (CMM) – Mäter de totala dimensionerna och planheten för den skurna delen för att säkerställa ingen deformation.
- Röntgenresidual Stress Analysis (XRD) – Bestämmer inre spänningar i metallen för att undvika problem med spänningskoncentration.
- Finita Element Analysis (FEA) – Använder simuleringsmodellering för att förutsäga deformation och optimera skärparametrar.
Relevanta standarder
- ISO 20473 (Optical Stress Analysis Standard)
- GB/T 50282 (Residual Stress Testing Standard)
6. Materialkompatibilitet och laserparameteroptimering
Krav
- Optimera laserskärningsparametrar (effekt, hastighet, gastyp) baserat på olika metallmaterial som rostfritt stål, aluminium, koppar och titan.
- Se till att skärkvaliteten uppfyller kraven på materialegenskaper utan sprickor, överdriven smältning eller termisk skada.
Inspektionsmetoder
- Optisk emissionsspektroskopi (OES) / XRF – Bekräftar materialsammansättningen för att säkerställa kompatibilitet med laserskärningsprocessen.
- Laser Parameter Optimization Experiments (DOE) – Använder experimentella data för att förfina skärprocesser och förbättra kvalitetsstabiliteten.
Relevanta standarder
- ISO 15609 (Laser Processing Procedure Standards)
- GB/T 19864 (Laser Cutting Process Control Standard)
Genom att följa dessa strikta kvalitetskontrollåtgärder säkerställer Shengwo att laserskärningstjänster i tunn metall levererar exceptionell precision, minimal värmepåverkan och överlägsen materialintegritet – som uppfyller de högsta industristandarderna för flyg-, medicin- och elektroniktillämpningar.

Shengwos tunnmetalllaserskärningstjänster
Skärtjocklek upp till 1 tum
Vår fabrik är utrustad med 8kW och 10kW fiberlasermaskiner, som kan skära igenom stål, rostfritt stål och aluminium upp till 1 tum tjockt. Dessa maskiner levererar exceptionell skärkvalitet med minimala grader.
För tjocka metaller beror skärkvaliteten till stor del på värmeackumulering. Våra fiberlaserskärare använder vattenkylning under skärning för att bibehålla materialstabilitet och applicera en liten mängd olja under piercing för att minska stänk, vilket säkerställer en renare och mer exakt skärning.
Oöverträffad skärkvalitet i aluminium
Att skära aluminium med fiberlasrar är ofta utmanande, eftersom material tjockare än 1/8 tum vanligtvis utvecklar konsekventa grader längs kanterna. Men med våra avancerade tekniker och skickliga operatörer har vi nästan eliminerat gradbildning på aluminium upp till 1 tum tjockt. Även för 1-tums aluminiumplåtar ger vår process betydligt färre grader än vad traditionella fiberlasrar lämnar på 1/4-tums ark.
Överlägsen precision i tunn metalllaserskärning
Våra fiberlasrar uppnår precisionsnivåer på ±0,005 tum, vilket säkerställer exceptionellt hög noggrannhet även för de mest invecklade konstruktionerna. Vi minimerar eller helt eliminerar avsmalning, även i tjockare material, vilket säkerställer att du får konsekventa, högpresterande delar varje gång.
Oavsett om du behöveranpassade laserskurna prydnadsföremål i metalleller laserskärningstjänster i tunn metall, Shengwo har åtagit sig att uppfylla dina mest krävande krav.
Beyond Thin Metal Laser Cutting Services
Förutom tunnametall laserskärning, erbjuder vi ett omfattande utbud av skräddarsydda tjänster för bearbetning av metallplåt. Våra anläggningar, tillsammans med våra pålitliga tillverkningspartners, är specialiserade på metallperforering och tillverkning, inklusive:
✅ Formtillverkning
✅ CNC stansning & borrning
✅ Laserskärning & klippning
✅ Böjning & formning
✅ Svetsning & stämpling
✅ Fräsning & polering
✅ Anodisering & pulverlackering
✅ PVDF-beläggning
Vi tillhandahåller skräddarsydda metalllösningar för att möta dina skräddarsydda specifikationer för olika applikationer.
📌 Har du en design i åtanke? Skicka oss dina ritningar eller referensfoton så kommer vi att förverkliga dina metalltillverkningsidéer!
e-post:young@sw-mfg.com




