



Osiągnięcie idealnego zgięcia pod kątem 90 stopniprecyzyjna produkcja blachto podstawowa umiejętność w obróbce metali, niezbędna do tworzenia trwałych i funkcjonalnych komponentów. Niezależnie od tego, czy pracujeszproducent precyzyjnych wyrobów z blachyw zastosowaniach lotniczych, motoryzacyjnych i przemysłowych opanowanie procesu gięcia zapewnia integralność i dokładność konstrukcji. Jednak niewłaściwe techniki mogą prowadzić do pęknięć, wypaczeń lub niedokładnych kątów, co może pogorszyć produkt końcowy.
W tym przewodniku omówimy podstawowe metody, narzędzia i techniki uzyskiwania czystych, precyzyjnych zagięć przy jednoczesnej minimalizacji naprężeń materiału. Niezależnie od tego, czy używasz prasy krawędziowej, matrycy V, czy technik gięcia ręcznego, zrozumienie właściwego podejścia pomoże Ci zoptymalizować proces produkcyjny. Zanurzmy się!
powiązany post:20 najlepszych firm zajmujących się precyzyjną produkcją blachy w roku 2025
Zawartość
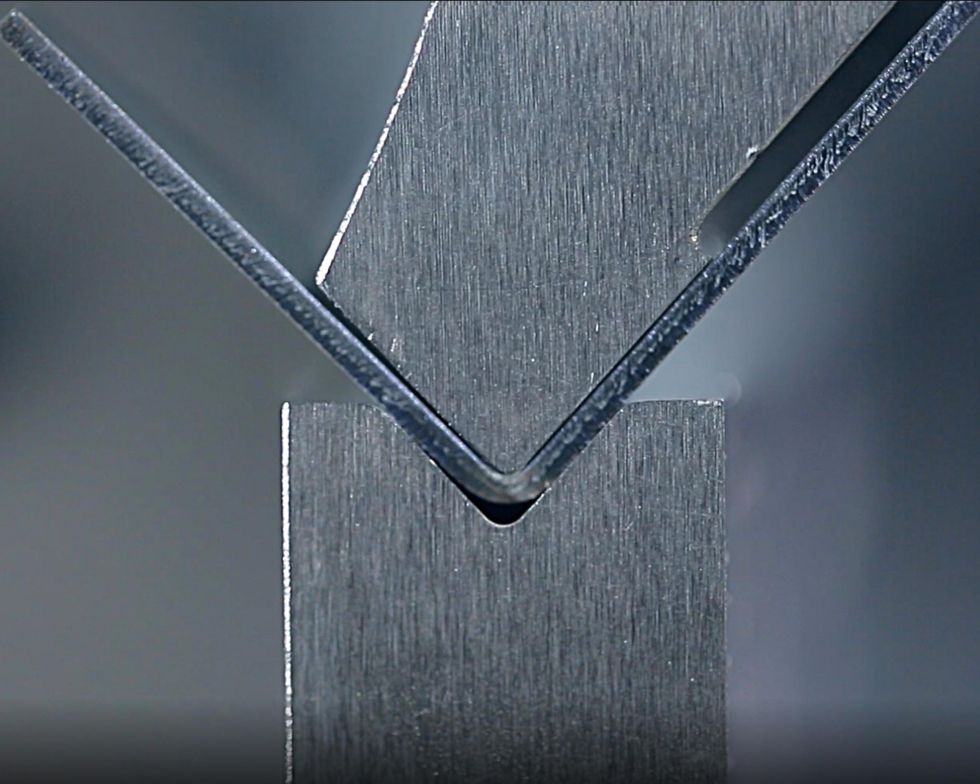
Gięcie pod kątem 90 stopni jest obok podstawowego procesu wytwarzania blachycięcie laserowei techniki łączenia. Proces gięcia polega na zamocowaniu blachy i strategicznym przyłożeniu siły do określonych obszarów. Aby uzyskać trwałe odkształcenie, siła ta musi przekraczać granicę plastyczności materiału.
Wynik? Precyzyjne gięcie w kształcie litery V, U lub ceownika, tworzące nową geometrię części bez zmiany całkowitej objętości przedmiotu obrabianego.
Do gięcia ręcznego najlepiej nadaje się do blach ze stali nierdzewnej o grubości od 20 do 22 mm (o grubości około 0,8–0,9 mm). Jeśli nie masz dostępu do prasy krawędziowej hydraulicznej lub giętarki CNC, ta metoda jest idealna do małych projektów lub zastosowań typu „zrób to sam”.
Jeśli jednak potrzebujesz większej precyzji, większej szybkości produkcji lub obróbki grubszych blach, lepszym rozwiązaniem byłoby użycie profesjonalnych giętarek.
W tym przewodniku przeprowadzimy Cię krok po kroku przez proces gięcia, wraz z listą narzędzi i poradami ekspertów, dzięki czemu nawet początkujący będą mogli to zrobić.
Jeśli pracujesz nad projektem i potrzebujesz rozwiązań w zakresie obróbki małych partii lub niestandardowych rozwiązań w zakresie gięcia, skontaktuj się z nami — chętnie pomożemy, nawet jeśli jeszcze nie rozpoczęliśmy współpracy.
W momencie założenia naszej firmy naszą misją nie były tylko zyski, ale tworzenie wartości i możliwości dla większej liczby firm.
Jeśli szukasz wysokiej jakości rozwiązań w zakresie gięcia blach,połączmy się!
Zmierz dokładne miejsce, w którym zostanie wykonane zagięcie, za pomocą stalowej linijki lub taśmy mierniczej.
Zaznaczyć linię zagięcia na metalowej powierzchni za pomocą markera lub rysika. Upewnij się, że linia jest wyraźna i precyzyjna.
Opcjonalnie: Dodaj linie pomocnicze — narysuj dwie równoległe linie o długości 1–2 mm po każdej stronie linii zagięcia, aby ułatwić wyrównanie.
💡 Wskazówki:
✅Rysik zapewnia bardziej precyzyjne oznaczenie niż marker, szczególnie na gładkich powierzchniach ze stali nierdzewnej.
✅ W przypadku grubszych blach (≥1,5 mm) delikatnie natnij linię gięcia za pomocą brzeszczotu lub noża traserskiego. Pomaga to zmniejszyć deformację.
✅Użyj markera nietrwałego, aby uniknąć pozostawienia plam na produkcie końcowym.
Umieścić blachę w imadle warsztatowym lub zacisku do gięcia. Upewnij się, że linia zagięcia jest wyrównana z krawędzią zacisku.
Pozostaw wystarczającą ilość materiału odsłoniętego na zewnątrz zacisku do zgięcia, utrzymując go jednocześnie stabilnie.
💡 Wskazówki:
✅ Umieść gumową wyściółkę lub szmatkę w imadle, aby zapobiec poślizgowi lub uszkodzeniu metalowej powierzchni.
✅Upewnij się, że arkusz jest solidnie zamocowany, aby uniknąć przesuwania się, które mogłoby doprowadzić do niedokładnego zagięcia.
Metoda 1: Zginanie ręczne
Chwyć odsłoniętą część metalową obiema rękami i wywieraj równomierną siłę w górę.
Powoli zginaj arkusz, aby zapobiec nierównomiernemu odkształceniu.
Metoda 2: Używanie drewnianego młotka lub gumowego młotka
Gdy kąt zgięcia osiągnie 30-45 stopni, użyj drewnianego młotka lub gumowego młotka, aby uderzyć wzdłuż linii zgięcia.
Pracuj od obu końców w kierunku środka, aby zachować równomierne zgięcie.
💡 Wskazówki:
✅ Zginaj stopniowo – zastosowanie zbyt dużej siły na raz może spowodować pęknięcia lub nierówne kształty.
✅W przypadku grubszych blach użyj stalowej rury jako dźwigni, aby ułatwić gięcie.
✅ Jeśli używasz gumowego młotka, uderzaj równomiernie wzdłuż linii zgięcia, aby zachować spójność.
Użyj kwadratu L, aby sprawdzić, czy kąt osiągnął 90 stopni.
Jeżeli kąt jest mniejszy niż 90 stopni, należy zastosować większą siłę lub uderzyć młotkiem, aby zwiększyć wygięcie.
Jeśli kąt jest większy niż 90 stopni, delikatnie dotknij zewnętrzną krawędź gumowym młotkiem, aby zmniejszyć zagięcie.
💡 Wskazówki:
✅ Jeśli pracujesz nad wieloma elementami, zawsze przetestuj najpierw jeden, aby udoskonalić metodę przed przetwarzaniem wsadowym.
Wygładź krawędzie papierem ściernym lub metalowym pilnikiem, aby usunąć ostre zadziory.
Wzmocnij zagięcie, zaciskając je na kilka godzin, pozwalając metalowi dostosować się do nowego kształtu.
Poprawić wykończenie powierzchni poprzez polerowanie lub nakładanie powłok ochronnych.
💡 Wskazówki:
✅W przypadku blach aluminiowych podgrzanie obszaru gięcia do temperatury 100-150°C (za pomocą opalarki lub piekarnika) zmniejsza ryzyko pękania.
✅ W przypadku grubszego metalu rozważ wstępne nacięcie rowka w kształcie litery V (wycięcie płytkiego rowka w kształcie litery V wzdłuż linii zagięcia), aby gięcie było łatwiejsze i bardziej precyzyjne.
Gięcie ręczne to praktyczna metoda w przypadku małych projektów, zadań związanych z majsterkowaniem i zastosowań w cienkich blachach. Jednak w przypadku większej precyzji, produkcji masowej lub gięcia grubego metalu zalecane są profesjonalne prasy krawędziowe lub maszyny CNC.
Potrzebujesz niestandardowych rozwiązań w zakresie gięcia lub obróbki małych partii? Skontaktuj się z nami – chętnie pomożemy, nawet jeśli jeszcze nie rozpoczęliśmy współpracy!

Lekkie projekty DIY – idealne do tworzenia tła ściennego, półek lub przedmiotów dekoracyjnych; nadaje się dla osób prywatnych lub małych warsztatów zajmujących się rzemiosłem metalowym, naprawami lub modyfikacjami.
Produkcja na zamówienie w małych partiach – stosowana do obróbki specjalnych części metalowych, takich jak niestandardowe obudowy i wsporniki, szczególnie w przypadku cienkich arkuszy (o grubości 20 lub cieńszych).
Prototypowanie – projektanci i inżynierowie mogą szybko tworzyć próbki podczas opracowywania produktu, bez inwestowania w drogi sprzęt.
Naprawy i regulacje – przydatne przy naprawach i modyfikacjach uszkodzonych elementów metalowych na miejscu.
✅Opłacalny i łatwy w użyciu – wymaga minimalnych inwestycji w narzędzia, eliminując potrzebę stosowania drogich giętarek lub form.
✅ Prosta konfiguracja – przyjazna dla początkujących i dostępna dla hobbystów.
✅Elastyczna obsługa – współpracuje z różnymi materiałami, w tym aluminium, stalą nierdzewną i stalą walcowaną na zimno, bez konieczności skomplikowanego programowania lub sprzętu CNC.
✅ Idealny do produkcji w małych partiach lub na zamówienie – Idealny do jednorazowego lub dostosowywania na małą skalę bez ograniczeń związanych z formą.
✅ Przydatny w trudno dostępnych miejscach – umożliwia zginanie w miejscach, w których maszyny mogą się nie zmieścić, szczególnie w przypadku dużych lub złożonych konstrukcji.
❌ Nie nadaje się do grubych blach – Nie zaleca się do blach grubszych niż 18 ze względu na wysoką odporność na zginanie.
❌ Wymaga wysiłku fizycznego i precyzji – może brakować dokładności wymaganej w zastosowaniach profesjonalnych i może stanowić wyzwanie w utrzymaniu równomiernych zagięć.
❌ Ograniczona precyzja – kontrola kąta jest mniej dokładna w porównaniu do giętarek CNC, co prowadzi do potencjalnych różnic.
❌ Czasochłonne i pracochłonne – Grubsze lub twardsze metale wymagają znacznego wysiłku i wydłużonego czasu pracy.
❌ Ryzyko uszkodzenia materiału – Niewłaściwe techniki gięcia mogą powodować zarysowania powierzchni, deformację, a nawet pęknięcia.
Nr 8803 Zhuhai Road, LianWan Industry Park, Jinwan District, 519090 Zhuhai, Guangdong, Chiny