



Raggiungere una perfetta curvatura a 90 gradilavorazione della lamiera di precisioneè un'abilità fondamentale nella lavorazione dei metalli, essenziale per creare componenti durevoli e funzionali. Sia che tu stia lavorandoproduttore di lavorazioni di lamiera di precisioneper applicazioni aerospaziali, automobilistiche o industriali, la padronanza del processo di piegatura garantisce l'integrità e la precisione strutturale. Tuttavia, tecniche improprie possono causare crepe, deformazioni o angoli imprecisi, compromettendo il prodotto finale.
In questa guida tratteremo i metodi, gli strumenti e le tecniche essenziali per ottenere piegature pulite e precise riducendo al minimo lo stress del materiale. Che tu stia utilizzando una pressa piegatrice, una matrice a V o tecniche di piegatura manuale, comprendere l'approccio giusto ti aiuterà a ottimizzare il processo di fabbricazione. Immergiamoci!
post correlato:2025 Le 20 migliori aziende produttrici di lamiera di precisione nel 2025
Contenuto
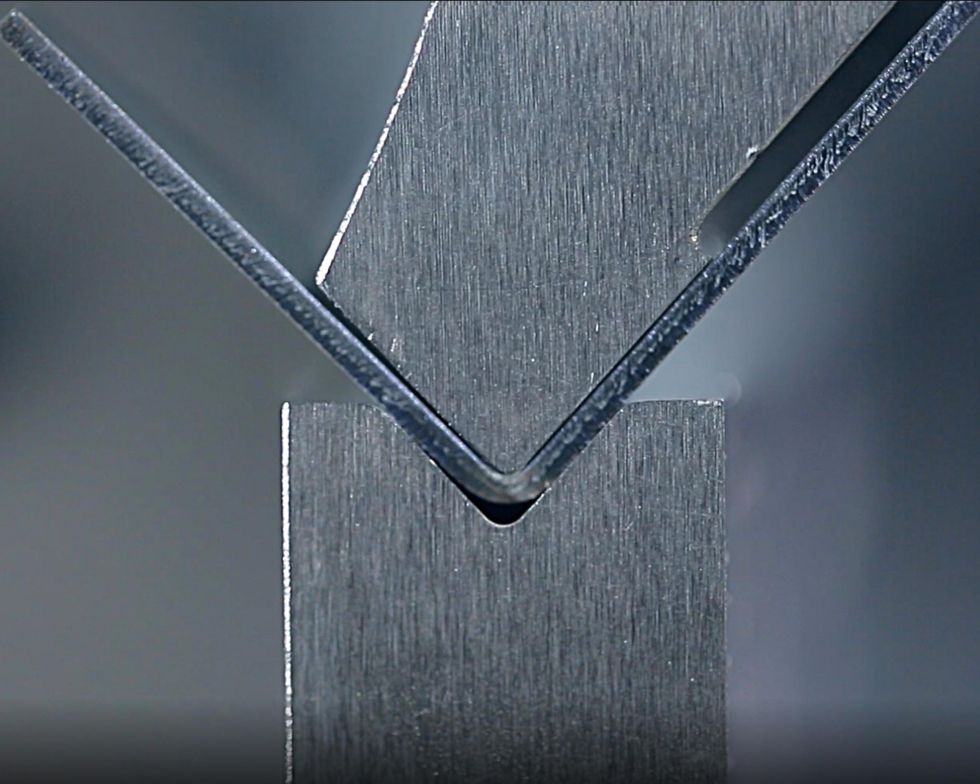
Inoltre, la piegatura di un angolo di 90 gradi è un processo fondamentale per la fabbricazione della lamierataglio lasere tecniche di unione. Il processo di piegatura prevede il bloccaggio della lamiera in posizione e l'applicazione strategica della forza su aree specifiche. Questa forza deve superare la resistenza allo snervamento del materiale per ottenere una deformazione permanente.
Il risultato? Una precisa piegatura a V, a U o a canale, che crea una nuova geometria della parte senza modificare il volume complessivo del pezzo.
Per la piegatura manuale, è più adatta per lamiere di acciaio inossidabile di calibro da 20 a 22 (circa 0,8-0,9 mm di spessore). Se non hai accesso a una pressa piegatrice idraulica o a una piegatrice CNC, questo metodo è ideale per piccoli progetti o applicazioni fai-da-te.
Tuttavia, se hai bisogno di maggiore precisione, velocità di produzione più rapida o lavorazione di lamiere più spesse, l’utilizzo di macchine piegatrici professionali sarebbe un’opzione migliore.
In questa guida ti guideremo attraverso un processo di piegatura passo dopo passo, completo di un elenco di strumenti e suggerimenti di esperti, assicurandoci che anche i principianti possano seguirlo.
Se stai lavorando a un progetto e hai bisogno di lavorazioni in piccoli lotti o soluzioni di piegatura personalizzate, non esitare a contattarci: saremo felici di aiutarti, anche se non abbiamo ancora iniziato a lavorare insieme.
Alla fondazione della nostra azienda, la nostra missione non riguardava solo i profitti, ma la creazione di valore e opportunità per più imprese.
Se cerchi soluzioni di piegatura della lamiera di alta qualità,connettiamoci!
Misurare la posizione esatta in cui verrà eseguita la curva utilizzando un righello d'acciaio o un metro a nastro.
Segna la linea di piegatura sulla superficie metallica utilizzando un pennarello o un graffietto. Assicurati che la linea sia chiara e precisa.
Facoltativo: aggiungere linee guida: tracciare due linee parallele di 1-2 mm su ciascun lato della linea di piegatura per facilitare l'allineamento.
💡 Suggerimenti:
✅ Uno scriba fornisce una marcatura più precisa di un pennarello, soprattutto su superfici lisce in acciaio inossidabile.
✅ Per lamiere più spesse (≥1,5 mm), incidere leggermente la linea di piegatura utilizzando una lama per sega o un coltello per tracciare. Questo aiuta a ridurre la deformazione.
✅ Utilizza un pennarello non permanente per evitare di lasciare macchie sul prodotto finale.
Posizionare la lamiera in una morsa da banco o in una pinza piegatubi. Assicurarsi che la linea di piegatura sia allineata con il bordo del morsetto.
Lasciare abbastanza materiale esposto all'esterno del morsetto per piegarlo mantenendolo stabile.
💡 Suggerimenti:
✅ Posizionare un'imbottitura in gomma o un panno nella morsa per evitare di scivolare o danneggiare la superficie metallica.
✅Assicuratevi che il telo sia ben fissato per evitare movimenti, che potrebbero portare ad una piegatura imprecisa.
Metodo 1: piegatura a mano
Afferrare la parte metallica esposta con entrambe le mani ed applicare una forza costante e uniforme verso l'alto.
Piegare lentamente il foglio per evitare deformazioni irregolari.
Metodo 2: utilizzo di un martello di legno o di gomma
Quando l'angolo di piegatura raggiunge i 30-45 gradi, utilizzare un martello di legno o di gomma per battere lungo la linea di piegatura.
Lavora da entrambe le estremità verso il centro per mantenere una flessione uniforme.
💡 Suggerimenti:
✅ Piegare gradualmente: applicare troppa forza in una sola volta può causare crepe o forme irregolari.
✅ Per lamiere più spesse, utilizzare un tubo d'acciaio come leva per facilitare la piegatura.
✅ Se usi un martello di gomma, picchietta uniformemente lungo la linea di piegatura per mantenere la consistenza.
Usa una squadra a L per verificare se l'angolo ha raggiunto i 90 gradi.
Se l'angolo è inferiore a 90 gradi, applicare più forza o picchiettare con un martello per aumentare la curvatura.
Se l'angolo è maggiore di 90 gradi, picchiettare delicatamente il bordo esterno con un martello di gomma per ridurre la curvatura.
💡 Suggerimenti:
✅ Se si lavora su più pezzi, testarne sempre uno prima per perfezionare il metodo prima della lavorazione in batch.
Levigare i bordi utilizzando carta vetrata o una lima metallica per rimuovere le sbavature taglienti.
Rinforza la piega fissandola per alcune ore, permettendo al metallo di adattarsi alla sua nuova forma.
Migliorare la finitura superficiale lucidando o applicando rivestimenti protettivi.
💡 Suggerimenti:
✅ Per le lamiere di alluminio, riscaldare l'area di piegatura a 100-150°C (utilizzando una pistola termica o un forno) riduce il rischio di crepe.
✅ Per il metallo più spesso, considera il pretaglio con scanalatura a V (tagliare una scanalatura a V poco profonda lungo la linea di piegatura) per rendere la piegatura più semplice e precisa.
La piegatura manuale è un metodo pratico per piccoli progetti, attività fai-da-te e applicazioni su lamiere sottili. Tuttavia, per una maggiore precisione, produzione di massa o piegatura di metalli spessi, si consigliano presse piegatrici professionali o macchine CNC.
Hai bisogno di soluzioni di piegatura personalizzate o di lavorazioni in piccoli lotti? Contattaci: saremo felici di aiutarti, anche se non abbiamo ancora iniziato a lavorare insieme!

Progetti fai da te leggeri – Ideale per creare fondali murali, mensole o oggetti decorativi; adatto a privati o piccole officine che lavorano su lavori di artigianato, riparazioni o modifiche in metallo.
Produzione personalizzata in piccoli lotti: utilizzata per la lavorazione di parti metalliche speciali come involucri e staffe personalizzati, in particolare per lamiere sottili (calibro 20 o più sottili).
Prototipazione: progettisti e ingegneri possono creare rapidamente campioni durante lo sviluppo del prodotto senza investire in attrezzature costose.
Riparazioni e regolazioni: utile per riparazioni e modifiche in loco di componenti metallici danneggiati.
✅ Conveniente e facile da usare: richiede un investimento minimo in strumenti, eliminando la necessità di costose macchine piegatrici o stampi.
✅ Configurazione semplice: adatto ai principianti e accessibile agli hobbisti.
✅ Funzionamento flessibile: funziona con vari materiali, tra cui alluminio, acciaio inossidabile e acciaio laminato a freddo, senza richiedere una programmazione complessa o apparecchiature CNC.
✅ Ideale per la produzione di piccoli lotti o personalizzata – Perfetto per la personalizzazione una tantum o su piccola scala senza vincoli di stampo.
✅ Utile per aree difficili da raggiungere – Consente di piegarsi in punti in cui i macchinari potrebbero non adattarsi, soprattutto per strutture grandi o complesse.
❌ Non adatto per lamiere spesse – Non consigliato per lamiere più spesse di calibro 18 a causa dell'elevata resistenza alla flessione.
❌ Richiede sforzo fisico e precisione: potrebbe non avere la precisione necessaria per le applicazioni professionali e può essere difficile mantenere pieghe uniformi.
❌ Precisione limitata – Il controllo dell'angolo è meno accurato rispetto alle macchine piegatrici CNC, con conseguenti potenziali variazioni.
❌ Richiede molto tempo e molta manodopera: i metalli più spessi o più duri richiedono uno sforzo significativo e tempi di funzionamento prolungati.
❌ Rischio di danni materiali: tecniche di piegatura improprie possono causare graffi superficiali, deformazioni o addirittura crepe.
N. 8803 Zhuhai Road, LianWan Industry Park, distretto di Jinwan, 519090 Zhuhai, Guangdong, Cina