



Mencapai tikungan 90 derajat yang sempurnafabrikasi lembaran logam presisiadalah keterampilan mendasar dalam fabrikasi logam, penting untuk menciptakan komponen yang tahan lama dan fungsional. Apakah Anda sedang mengerjakannyaprodusen fabrikasi lembaran logam presisiuntuk aplikasi luar angkasa, otomotif, atau industri, penguasaan proses pembengkokan memastikan integritas dan akurasi struktur. Namun, teknik yang tidak tepat dapat menyebabkan retakan, lengkungan, atau sudut yang tidak akurat, sehingga membahayakan produk akhir.
Dalam panduan ini, kami akan membahas metode, alat, dan teknik penting untuk mencapai tikungan yang bersih dan presisi sekaligus meminimalkan tekanan material. Baik Anda menggunakan teknik rem tekan, V-die, atau pembengkokan manual, memahami pendekatan yang tepat akan membantu Anda mengoptimalkan proses fabrikasi. Ayo selami!
posting terkait:20 Perusahaan Fabrikasi Lembaran Logam Presisi Teratas 2025
Isi
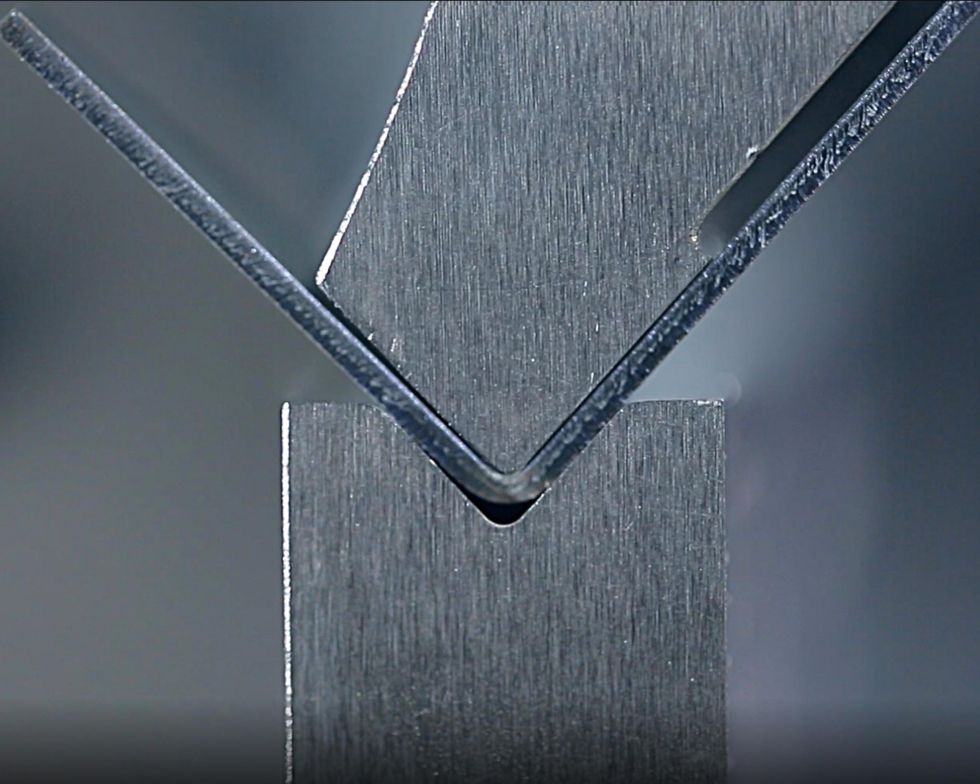
Membengkokkan sudut 90 derajat juga merupakan proses fabrikasi lembaran logam yang mendasarpemotongan laserdan teknik penggabungan. Proses pembengkokan melibatkan penjepitan lembaran logam pada tempatnya dan penerapan gaya secara strategis pada area tertentu. Gaya ini harus melebihi kekuatan luluh material untuk mencapai deformasi permanen.
Hasilnya? Lengkungan berbentuk V, U, atau saluran yang presisi, menciptakan geometri bagian baru tanpa mengubah keseluruhan volume benda kerja.
Untuk pembengkokan manual, paling cocok untuk lembaran baja tahan karat ukuran 20 hingga 22 (tebal sekitar 0,8-0,9 mm). Jika Anda tidak memiliki akses ke rem tekan hidrolik atau mesin pembengkok CNC, metode ini ideal untuk proyek kecil atau aplikasi DIY.
Namun, jika Anda memerlukan presisi yang lebih tinggi, kecepatan produksi yang lebih cepat, atau pemrosesan lembaran logam yang lebih tebal, menggunakan mesin pembengkok profesional akan menjadi pilihan yang lebih baik.
Dalam panduan ini, kami akan memandu Anda melalui proses pembengkokan langkah demi langkah, lengkap dengan daftar alat dan tip ahli, memastikan bahkan pemula pun dapat mengikutinya.
Jika Anda sedang mengerjakan sebuah proyek dan membutuhkan pemrosesan dalam jumlah kecil atau solusi pembengkokan khusus, jangan ragu untuk menghubungi kami—kami akan dengan senang hati membantu, meskipun kami belum mulai bekerja sama.
Pada pendirian perusahaan kami, misi kami bukan hanya tentang keuntungan tetapi tentang menciptakan nilai dan peluang bagi lebih banyak bisnis.
Jika Anda mencari solusi pembengkokan lembaran logam berkualitas tinggi,ayo terhubung!
Ukur lokasi pasti di mana tikungan akan dibuat menggunakan penggaris baja atau pita pengukur.
Tandai garis lengkung pada permukaan logam menggunakan spidol atau pencungkil. Pastikan garisnya jelas dan tepat.
Opsional: Tambahkan garis panduan – Gambarlah dua garis paralel 1-2 mm di setiap sisi garis lengkung untuk membantu penyelarasan.
💡 Kiat:
✅ Pencungkil memberikan penandaan yang lebih presisi dibandingkan spidol, terutama pada permukaan baja tahan karat yang halus.
✅ Untuk lembaran logam yang lebih tebal (≥1,5 mm), gores sedikit garis lengkungnya menggunakan mata gergaji atau pisau pencungkil. Ini membantu mengurangi deformasi.
✅ Gunakan spidol non permanen agar tidak meninggalkan noda pada produk akhir.
Posisikan lembaran logam pada catok meja kerja atau penjepit lentur. Pastikan garis lipatan sejajar dengan tepi penjepit.
Biarkan material secukupnya terbuka di luar penjepit untuk ditekuk sekaligus menjaganya tetap stabil.
💡 Kiat:
✅ Tempatkan bantalan karet atau kain pada catok untuk mencegah tergelincir atau merusak permukaan logam.
✅ Pastikan sprei terpasang dengan kuat untuk menghindari gerakan, yang dapat menyebabkan tekukan yang tidak akurat.
Metode 1: Membungkuk Tangan
Pegang bagian logam yang terbuka dengan kedua tangan dan usapkan dengan mantap, bahkan dengan kekuatan ke atas.
Tekuk lembaran secara perlahan untuk mencegah deformasi yang tidak merata.
Cara 2: Menggunakan Palu Kayu atau Palu Karet
Bila sudut tikungan mencapai 30-45 derajat, gunakan palu kayu atau palu karet untuk mengetuk sepanjang garis tikungan.
Kerjakan dari kedua ujungnya ke arah tengah untuk menjaga keseragaman tekukan.
💡 Kiat:
✅ Tekuk secara bertahap—memberikan terlalu banyak tenaga sekaligus dapat menyebabkan retakan atau bentuk yang tidak rata.
✅ Untuk lembaran yang lebih tebal, gunakan pipa baja sebagai tuas agar lebih mudah ditekuk.
✅ Jika menggunakan palu karet, ketuk secara merata di sepanjang garis lipatan untuk menjaga konsistensi.
Gunakan kotak L untuk memeriksa apakah sudutnya sudah mencapai 90 derajat.
Jika sudutnya kurang dari 90 derajat, berikan tenaga lebih besar atau ketuk dengan palu untuk menambah lengkungan.
Jika sudutnya lebih besar dari 90 derajat, ketuk perlahan tepi luarnya dengan palu karet untuk mengurangi lengkungan.
💡 Kiat:
✅ Jika mengerjakan beberapa bagian, selalu uji satu bagian terlebih dahulu untuk menyempurnakan metode sebelum pemrosesan batch.
Ratakan pinggirannya menggunakan amplas atau kikir logam untuk menghilangkan gerinda tajam.
Perkuat tikungan dengan menjepitnya selama beberapa jam, sehingga logam dapat beradaptasi dengan bentuk barunya.
Perbaiki permukaan akhir dengan memoles atau mengaplikasikan lapisan pelindung.
💡 Kiat:
✅ Untuk lembaran aluminium, memanaskan area lipatan hingga 100-150°C (menggunakan heat gun atau oven) mengurangi risiko retak.
✅ Untuk logam yang lebih tebal, pertimbangkan pra-pemotongan alur V (memotong alur V dangkal di sepanjang garis lengkung) agar pembengkokan lebih mudah dan presisi.
Pembengkokan manual adalah metode praktis untuk proyek kecil, tugas DIY, dan aplikasi lembaran logam tipis. Namun, untuk presisi yang lebih tinggi, produksi massal, atau pembengkokan logam tebal, disarankan menggunakan rem tekan profesional atau mesin CNC.
Butuh solusi pembengkokan khusus atau pemrosesan dalam jumlah kecil? Hubungi kami—kami akan dengan senang hati membantu, meskipun kami belum mulai bekerja sama!

Proyek DIY Ringan – Ideal untuk membuat latar belakang dinding, rak, atau barang dekoratif; cocok untuk perorangan atau bengkel kecil yang mengerjakan kerajinan logam, perbaikan, atau modifikasi.
Produksi Kustom dalam Jumlah Kecil – Digunakan untuk memproses komponen logam khusus seperti penutup dan braket khusus, terutama untuk lembaran tipis (ukuran 20 atau lebih tipis).
Pembuatan Prototipe – Desainer dan insinyur dapat dengan cepat membuat sampel selama pengembangan produk tanpa berinvestasi pada peralatan yang mahal.
Perbaikan & Penyesuaian – Berguna untuk perbaikan di tempat dan modifikasi komponen logam yang rusak.
✅ Hemat Biaya & Mudah Digunakan – Membutuhkan investasi minimal pada peralatan, menghilangkan kebutuhan akan mesin pembengkok atau cetakan yang mahal.
✅ Pengaturan Sederhana – Ramah bagi pemula dan dapat diakses oleh penghobi.
✅ Pengoperasian Fleksibel – Bekerja dengan berbagai bahan, termasuk aluminium, baja tahan karat, dan baja canai dingin, tanpa memerlukan pemrograman rumit atau peralatan CNC.
✅ Ideal untuk Produksi Batch Kecil atau Kustom – Sempurna untuk kustomisasi satu kali atau skala kecil tanpa kendala cetakan.
✅ Berguna untuk Area yang Sulit Dijangkau – Memungkinkan pembengkokan di lokasi yang mungkin tidak dapat menampung mesin, terutama untuk struktur besar atau kompleks.
❌ Tidak Cocok untuk Lembaran Logam Tebal – Tidak disarankan untuk lembaran yang lebih tebal dari ukuran 18 karena ketahanan lenturnya yang tinggi.
❌ Membutuhkan Upaya Fisik & Ketelitian – Mungkin kurang akurat untuk aplikasi profesional dan mungkin sulit mempertahankan lengkungan yang seragam.
❌ Presisi Terbatas – Kontrol sudut kurang akurat dibandingkan dengan mesin tekuk CNC, sehingga berpotensi menimbulkan variasi.
❌ Memakan Waktu & Padat Karya – Logam yang lebih tebal atau lebih keras memerlukan upaya yang signifikan dan waktu pengoperasian yang lebih lama.
❌ Risiko Kerusakan Material – Teknik pembengkokan yang tidak tepat dapat menyebabkan permukaan tergores, berubah bentuk, atau bahkan retak.
8803 Zhuhai Road, Taman Industri LianWan, Distrik Jinwan, 519090 Zhuhai, Guangdong, Cina