



Réaliser un virage parfait à 90 degrésfabrication de tôle de précisionest une compétence fondamentale dans la fabrication du métal, essentielle pour créer des composants durables et fonctionnels. Que vous travailliez surfabricant de tôlerie de précisionpour les applications aérospatiales, automobiles ou industrielles, la maîtrise du processus de pliage garantit l’intégrité et la précision structurelles. Cependant, des techniques inappropriées peuvent entraîner des fissures, des déformations ou des angles imprécis, compromettant le produit final.
Dans ce guide, nous aborderons les méthodes, outils et techniques essentiels pour réaliser des pliages nets et précis tout en minimisant la contrainte du matériau. Que vous utilisiez une presse plieuse, une matrice en V ou des techniques de pliage manuel, comprendre la bonne approche vous aidera à optimiser votre processus de fabrication. Allons-y !
article connexe :Top 20 des entreprises de fabrication de tôle de précision en 2025
Contenu
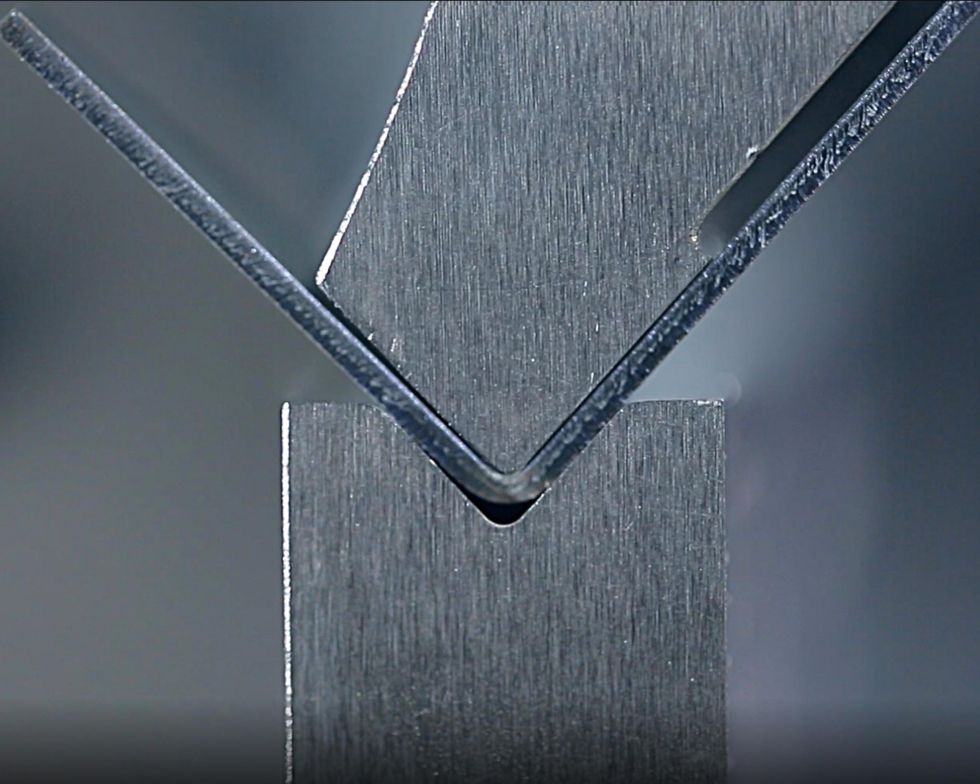
Le pliage à un angle de 90 degrés est un processus fondamental de fabrication de tôle, aux côtésdécoupe laseret les techniques d'assemblage. Le processus de pliage consiste à serrer la tôle en place et à appliquer une force stratégique sur des zones spécifiques. Cette force doit dépasser la limite d'élasticité du matériau pour obtenir une déformation permanente.
Le résultat ? Un cintrage précis en forme de V, de U ou de canal, créant une nouvelle géométrie de pièce sans modifier le volume global de la pièce.
Pour le pliage manuel, il convient mieux aux tôles d'acier inoxydable de calibre 20 à 22 (environ 0,8 à 0,9 mm d'épaisseur). Si vous n'avez pas accès à une presse plieuse hydraulique ou à une cintreuse CNC, cette méthode est idéale pour les petits projets ou les applications de bricolage.
Cependant, si vous avez besoin d’une plus grande précision, d’une vitesse de production plus rapide ou d’un traitement de tôles plus épaisses, l’utilisation de cintreuses professionnelles serait une meilleure option.
Dans ce guide, nous vous guiderons à travers un processus de pliage étape par étape, accompagné d'une liste d'outils et de conseils d'experts, garantissant que même les débutants peuvent suivre.
Si vous travaillez sur un projet et avez besoin de solutions de traitement en petits lots ou de pliage personnalisées, n'hésitez pas à nous contacter : nous serons heureux de vous aider, même si nous n'avons pas encore commencé à travailler ensemble.
À la création de notre entreprise, notre mission n'était pas seulement une question de profits, mais aussi de création de valeur et d'opportunités pour davantage d'entreprises.
Si vous recherchez des solutions de pliage de tôle de haute qualité,connectons-nous!
Mesurez l'emplacement exact où le virage sera effectué à l'aide d'une règle en acier ou d'un ruban à mesurer.
Marquez la ligne de pliage sur la surface métallique à l'aide d'un marqueur ou d'un scribe. Assurez-vous que la ligne est claire et précise.
Facultatif : Ajoutez des lignes de guidage – Tracez deux lignes parallèles de 1 à 2 mm de chaque côté de la ligne de pliage pour faciliter l'alignement.
💡 Conseils :
✅ Un scribe permet un marquage plus précis qu'un marqueur, notamment sur les surfaces lisses en acier inoxydable.
✅ Pour les tôles plus épaisses (≥1,5 mm), marquez légèrement la ligne de pliage à l'aide d'une lame de scie ou d'un couteau à tracer. Cela permet de réduire la déformation.
✅ Utilisez un marqueur non permanent pour éviter de laisser des taches sur le produit final.
Placez la tôle dans un étau d'établi ou une pince de pliage. Assurez-vous que la ligne de pliage est alignée avec le bord de la pince.
Laissez suffisamment de matériau exposé à l'extérieur de la pince pour pouvoir le plier tout en le gardant stable.
💡 Conseils :
✅ Placez un rembourrage en caoutchouc ou un chiffon dans l'étau pour éviter de glisser ou d'endommager la surface métallique.
✅ Assurez-vous que la feuille est fermement fixée pour éviter tout mouvement, ce qui pourrait entraîner un pliage imprécis.
Méthode 1 : Pliage à la main
Saisissez la partie métallique exposée avec les deux mains et appliquez une force constante et uniforme vers le haut.
Pliez lentement la feuille pour éviter une déformation inégale.
Méthode 2 : Utiliser un maillet en bois ou un marteau en caoutchouc
Lorsque l'angle de courbure atteint 30 à 45 degrés, utilisez un maillet en bois ou un marteau en caoutchouc pour taper le long de la ligne de courbure.
Travaillez des deux extrémités vers le centre pour maintenir une flexion uniforme.
💡 Conseils :
✅ Pliez progressivement : appliquer trop de force à la fois peut provoquer des fissures ou des formes inégales.
✅ Pour les tôles plus épaisses, utilisez un tuyau en acier comme levier pour faciliter le pliage.
✅ Si vous utilisez un marteau en caoutchouc, tapotez uniformément le long de la ligne de pliage pour maintenir la cohérence.
Utilisez un carré en L pour vérifier si l'angle a atteint 90 degrés.
Si l'angle est inférieur à 90 degrés, appliquez plus de force ou tapez avec un maillet pour augmenter la courbure.
Si l'angle est supérieur à 90 degrés, tapotez doucement le bord extérieur avec un marteau en caoutchouc pour réduire la courbure.
💡 Conseils :
✅ Si vous travaillez sur plusieurs pièces, testez-en toujours une d'abord pour perfectionner la méthode avant le traitement par lots.
Lissez les bords à l'aide de papier de verre ou d'une lime métallique pour éliminer les bavures pointues.
Renforcez le pli en le serrant pendant quelques heures, permettant ainsi au métal de s'adapter à sa nouvelle forme.
Améliorez la finition de la surface en polissant ou en appliquant des revêtements protecteurs.
💡 Conseils :
✅ Pour les tôles d'aluminium, chauffer la zone de pliage à 100-150°C (à l'aide d'un pistolet thermique ou d'un four) réduit le risque de fissuration.
✅ Pour le métal plus épais, pensez à prédécouper une rainure en V (couper une rainure en V peu profonde le long de la ligne de pliage) pour rendre le pliage plus facile et plus précis.
Le pliage manuel est une méthode pratique pour les petits projets, les tâches de bricolage et les applications de tôlerie fine. Cependant, pour une plus grande précision, une production de masse ou le pliage de métaux épais, des presses plieuses professionnelles ou des machines CNC sont recommandées.
Besoin de solutions de pliage personnalisées ou d'un traitement en petits lots ? Contactez-nous : nous serons heureux de vous aider, même si nous n'avons pas encore commencé à travailler ensemble !

Projets de bricolage légers – Idéal pour créer des fonds muraux, des étagères ou des objets décoratifs ; convient aux particuliers ou aux petits ateliers travaillant sur l'artisanat métallique, les réparations ou les modifications.
Production personnalisée en petits lots – Utilisée pour le traitement de pièces métalliques spéciales telles que des boîtiers et des supports personnalisés, en particulier pour les feuilles minces (calibre 20 ou plus fines).
Prototypage – Les concepteurs et les ingénieurs peuvent créer rapidement des échantillons pendant le développement du produit sans investir dans des équipements coûteux.
Réparations et ajustements – Utile pour les réparations et les modifications sur site des composants métalliques endommagés.
✅ Rentable et facile à utiliser – Nécessite un investissement minimal en outils, éliminant le besoin de machines à cintrer ou de moules coûteux.
✅ Configuration simple – Adapté aux débutants et accessible aux amateurs.
✅ Fonctionnement flexible – Fonctionne avec divers matériaux, notamment l'aluminium, l'acier inoxydable et l'acier laminé à froid, sans nécessiter de programmation complexe ni d'équipement CNC.
✅ Idéal pour la production en petits lots ou sur mesure – Parfait pour une personnalisation unique ou à petite échelle sans contraintes de moule.
✅ Utile pour les zones difficiles d'accès – Permet de se plier dans des endroits où les machines ne peuvent pas s'adapter, en particulier pour les structures grandes ou complexes.
❌ Ne convient pas aux tôles épaisses – Non recommandé pour les tôles plus épaisses que le calibre 18 en raison de la haute résistance à la flexion.
❌ Nécessite un effort physique et une précision – Peut manquer de la précision nécessaire pour les applications professionnelles et peut être difficile à maintenir des courbures uniformes.
❌ Précision limitée – Le contrôle de l'angle est moins précis que celui des cintreuses CNC, ce qui entraîne des variations potentielles.
❌ Prend du temps et demande beaucoup de travail – Les métaux plus épais ou plus durs nécessitent des efforts importants et une durée de fonctionnement prolongée.
❌ Risque de dommages matériels – Des techniques de pliage inappropriées peuvent provoquer des rayures, des déformations ou même des fissures en surface.
No. 8803 Zhuhai Road, parc industriel de LianWan, district de Jinwan, 519090 Zhuhai, Guangdong, Chine